从原型到批量生产:选择正确的方式
Sebastian | 9 5 月, 2020
自从增材制造工艺(例如激光烧结和 3D 打印)取得突破以来,从未有如此多样的工具可用于创造工程塑料部件和零件。现在您可以放飞自己的想象力!唯一的问题是,3D 打印带来了一些意想不到的麻烦, 那就是往往无法按计划批量生产所需的东西。“什么?我们没法打磨这些边角?而且这种轮廓没有圆角半径?” “我们根本无法生产这样的表面”。即使是事先未考虑的小改动,事后也会严重影响设备和零件成本。
准备是至关重要的
准备工作听上去简单,但人们往往由于时间和成本的压力而在开发阶段将其遗忘。为避免意外的反复校正和不可预期的成本,在部件设计和材料选择之前及其早期阶段,我们都必须要注意不同制造方式的特点和限制。我们来看看最常见的制造方式及其优缺点。
制造方式一览:
增材制造
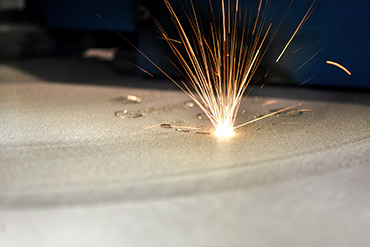
该术语包括相对较新的各种制造工艺,例如 3D 打印(FDM 熔融沉积造型)或激光烧结(SLS 选择性激光烧结)。在本文中,增材是指分层施加材料,直到完成零件。这些方法不需要任何工具或模具,因此特别适合原型或小批量生产。
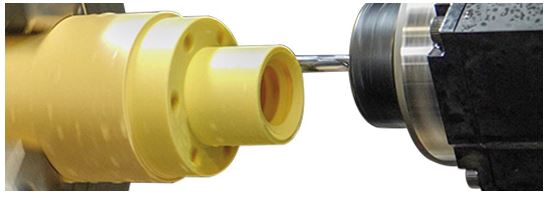
机械加工
在机械加工中,会对零件使用切削工具。这包括各种机械加工方式如钻孔、车削、磨铣等。这些处理程序需要事先按步骤编程以及精心选择合适的工具。设定完成后,加工人员只需考虑原材料的供应以及切削工具的状况。如今,它还可以由现代化的处理中心自动控制。这样也可以经济高效地大量生产。另一个优点是可选用各种加工工具,来实现非常精确的尺寸。
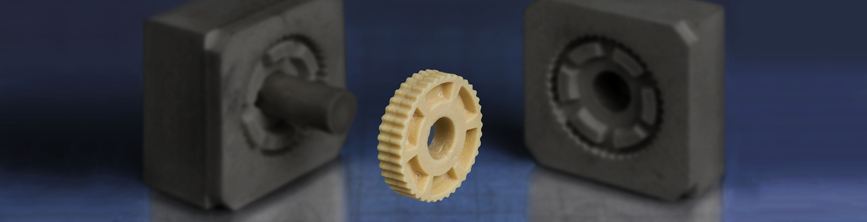
注塑方法
当您要求生产更多的产品时, 注塑的方式是理想的选择。初期投资打造合适的注塑模具后,便可以立即生产数千个部件。订购方可以受益于机械加工的优势,因为模具通常是机械制造的。但现在也有3D打印或烧结的注塑模具——甚至还有塑料制成的模具。
您应在设计过程的早期阶段留意这些方面
预期数量
应根据估计或预测的销售数字得出生产数量,尤其要在一开始就心中有数。您还应该提前意识到这些数量在相应加工程序中会对价格产生什么影响,这些不可能完全相同。遵循这条经验法则:少量生产使用增材制造,几十至几千件的中批量生产选择机械加工,大批量生产选择注塑。但也有例外, 主要受以下方面的影响。
表面的稳定性和质量
根据不同的制造方式,产品在应力下的稳定性和表面状况会有所不同。增材制造的部件通常由多层组成并且粗糙。这些材料层在不同方向上的稳定性是不同的。
打印零件在材料层的垂直方向的承载力要高于平行方向。打印部件的表面相对粗糙不平,但可以铣削或化学抛光。而机械零件可用磨床抛光。在没有磨床或铣削时,加工区域通常具有类似条纹的表面。因此,原料棒的材料结构(如板材和圆棒等基础材料)比增材制造的零件更均匀、更坚固。
在注塑程序中,钢模可让产品的表面非常光滑,零件的表面由注塑件表层材料包裹。同时,由于预混颗粒的熔化,注塑零件的内部材料非常均匀。不过您应确保为注塑模具设计好壁厚、半径等参数。这样可避免造成形状偏差,例如缩痕或扭曲。
零件成本
这些工艺的成本有很大的差异。3D 打印机可相对较快地投入使用。连接丝线材料,准备打印台,上传 3D 模型,就可以打印了。安装和维护成本较低。但每个零件的生产时间长,导致零件价格相对较高。在机械加工中,机器工装等的安装调试成本通常会更高;但生产零件所需的时间要少得多,有时甚至只有几分钟。对于注塑成型,注塑模具的成本不菲,但它们可以在几秒钟内一次制造几个零件。
魔鬼藏身细节之中
这是经验之谈。在制造过程中,即使是很小的细节也可能完全破坏产品设计。圆角半径不能为 1 毫米,但需要 0.1 毫米该怎么办?需要其他铣床来加工——成本增加 200 欧元。模具分型一定要在那里?这需要增加注塑模具中的额外滑块装置——成本增加1,500 欧元。这种情况并非每天都会发生,但并不少见。为确保避免这些问题,在开发的早期阶段就应让相应部门的同事参与进来,这是非常重要的。