丝杆的生产
Kevin Huang | 26 3 月, 2021
滚压与铣削!简明扼要地解释了丝杆的制造方法
丝杆的实际生产过程是怎样的?有哪些可用的工艺?滚压和旋风铣削之间有什么区别?
为了能找出答案,我们应该首先比较滚压和旋风铣削这两种制造方法。

螺纹滚压的制造工艺
根据DIN 8580,滚压的制造过程是成型制造过程的一部分。与旋风铣削工艺不同的是,它完全不需切削。
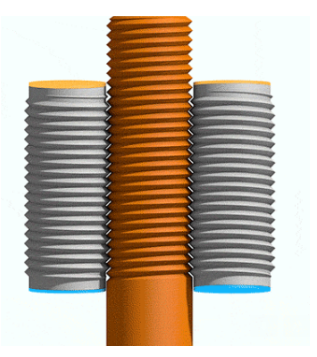
丝杆的实际制造过程非常容易解释。将工件放置在两个带轮廓的工具之间的中心位置。它们同时旋转,与此同时螺纹通过冷成形压在原材料的表面。螺纹轮廓已通过压缩应力以及旋转传递到工件上,从而生成螺纹。
让我们看一个例子:
优势:对于大批量生产,此生产过程比螺纹旋风铣削更快,更具成本效益。原因之一是材料要求较低。另外,冷成形实现了表面的硬化和更高的强度。螺距角,轧制螺纹拥有很高的表面质量,配合摩擦系数很低的塑料材料,在丝杆驱动机构中,可以获得很高的效率和很长的使用寿命。
旋风铣削生产
现在让我们来看第二种制造方案。如上所述,螺纹旋风铣削是机加工的生产过程,这种方法适合加工外螺纹产品。
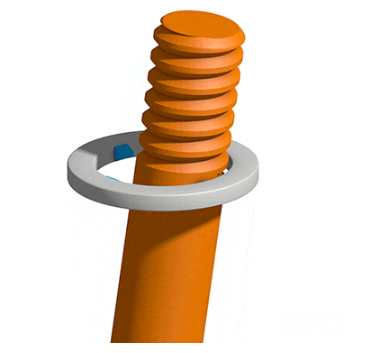
这里,我们将快速说明实际的制造过程。与螺纹滚压不同,螺纹旋风铣削只需要一种特制的刀具,这是一种环形的刀具,装配在适当的工件上,原材料自身旋转非常缓慢,而旋风铣削工具以极高的速度向外旋转。螺纹是由刀具内的切削刃切削加工产生的。
为了更好地说明,我们也提供了一个示例:
优点:该工艺非常适合生产那些要求螺纹具有极高表面质量和极高精度的丝杆产品。但这意味着与滚压工艺相比,切削表面相对会更粗糙,边缘会更锐利。但它的灵活性使其适用于加工各种形状的螺纹。该方法通常用于不适合或不太适合螺纹滚压的材料。
结论:丝杠的生产
两种工艺都有其特殊的规范,igus采用了螺纹滚压作为标准工艺,因为这种工艺既能节省成本,又提高了表面光洁度并且延长了螺母的使用寿命。螺纹旋风铣削更适合小批量和公差范围很窄的非常精密的丝杆生产。如何选择,都是取决于客户所需的规格和使用工况。